Metalmeccanici
in Lucania
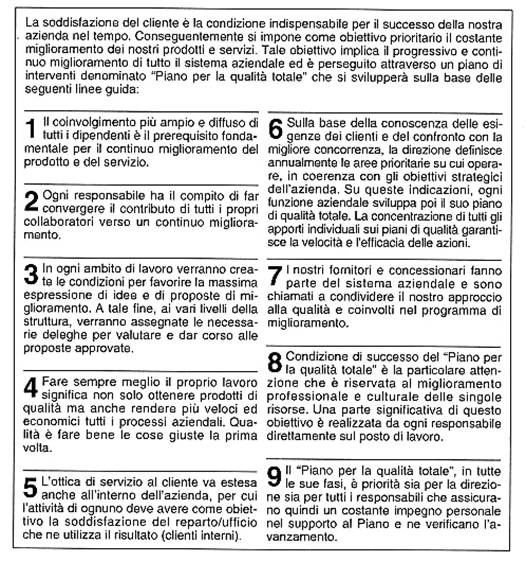
Il 21 ottobre 1989 Cesare Romiti lanciò ufficialmente il “Piano per la qualità totale”. Si trattava dell’introduzione nella struttura Fiat di tutta una serie di elementi riguardanti la logica organizzativa del processo produttivo tipici della lean production. Il tutto mascherato ideologicamente dalla “qualità totale” (vedi fig. 5). Dalla seconda metà degli anni ottanta avvenne così l’introduzione dei circoli di qualità, dei sistemi partecipativi, la riorganizzazione e la centralizzazione dei fornitori, la cellularizzazione del processo produttivo, il presunto rovesciamento della logica produttiva. Talvolta le innovazioni sembrano calcate direttamente sulle indicazioni ohniste:
“gli aspetti più visibili dell’avvio del programma di qualità totale, innescato dal discorso di Marentino, sono dati dal rafforzamento del numero dei circoli di qualità, dall’introduzione dei Cedac[75] nei reparti di lavorazione e di assemblaggio, dalla comparsa dei tabelloni luminosi (andon) che danno in temporale informazioni sull’ammontare delle scorte di magazzino, sulla qualità e sui livelli di produttività delle catene di montaggio, dall’avvio di un programma di maggior standardizzazione nell’uso dei componenti e dallo sviluppo di tecniche di prevenzione dei guasti di prodotto..”[76].
Le prime trasformazioni indirizzate alla realizzazione della “produzione snella”, avvennero proprio negli stabilimenti sperimentali ad alta automazione. Ad esempio nel 1989 la Fiat introdusse a Termoli tutta una serie di innovazioni, tra cui nuove tecnologie di monitoraggio, nuove figure operaie come quella del “conduttore di processi” e una nuova tipologia di squadra di lavoro, la “squadra omologata”, embrione della futura Ute. Il risultato venne accolto come un “grosso successo tecnico e produttivo” e lo si può visualizzare chiaramente nella fig. 6. Ma proprio tra la fine degli anni ’80 e l’inizio del decennio successivo, l’andamento dell’azienda torinese subì un sensibile ribasso.
Fig. 5 – Linee politiche del Piano Fiat per la qualità totale. Fonte: Fiat
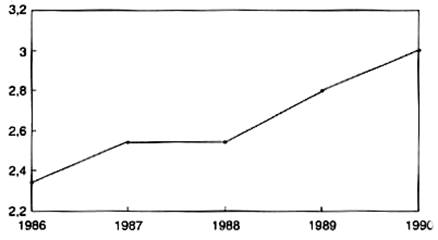
Fig. 6 – Stabilimento di Termoli – produzione di motori per addetto. Fonte: Fiat
L’aumento del costo della manodopera a bassa qualificazione, l’aggressività della concorrenza estera, la perdita progressiva di quote perfino nel mercato italiano condussero l’azienda torinese alla ricerca di nuove soluzioni che gli garantissero una competitività internazionale. Si giunse così all’ideazione della Fabbrica Integrata e all’annuncio, nel 1990, della costruzione di due nuovi stabilimenti nel Meridione d’Italia: a Pratola Serra, per la produzione dei motori, e a Melfi, per la produzione della Punto. A proposito scrive Cersosimo:
“Melfi è per l’appunto la versione italiana della fabbrica lean, il tentativo organico di traduzione e di adattamento Fiat dell’ohnismo e del toyotismo. […] La rigidità progettuale dei vecchi involucri [leggi stabilimenti] e delle sequenza logistica degli impianti, la cristallizzazione dei metodi e degli stili organizzativi, le sedimentazioni culturali diffuse, hanno impedito però l’adozione completa e piena della lezione giapponese negli stabilimenti preesistenti, che viceversa hanno potuto assimilare solo tecniche singole o parziali della produzione snella compatibili con il progresso e il consolidato. Melfi allora è importante soprattutto perché tabula rasa, prato verde su cui realizzare il nuovo dalle fondamenta, dalla progettazione degli immobili e dei layouts”[77].
Nei documenti aziendali, e come abbiamo visto, nella letteratura filo-aziendale, si descrive spesso Melfi come “tabula rasa”, greenfield o “prato verde”. Come osserva Annamaria Vitale, dagli anni ottanta in poi, con il termine greenfield ci si riferisce ad aree non industrializzate o deindustrializzate, comunque aree prive di “ogni forma di regolazione fordista”. In quanto tali, si tratta naturalmente anche di aree caratterizzate da un alto tasso di disoccupazione, e, molto spesso, dalla mancanza di una tradizione di lotte sindacali in generale, ed operaie in particolare. Tali condizioni comporterebbero minori resistenze culturali alla realizzazione della fabbrica integrata. Ma soprattutto, sul piano contrattuale, garantirebbero all’azienda una posizione di vantaggio, tale da poter imporre le proprie condizioni alla controparte. La Fiat pone la sua scelta su Melfi proprio per queste motivazioni. Il territorio lucano presentava, e presenta tuttora, un altissimo tasso di disoccupazione (attorno al 23%), concentrata prevalentemente tra i giovani. La Basilicata è una regione prevalentemente legata all’agricoltura, priva di una reale cultura industriale, se non fosse del ricordo, ormai sbiadito e mitizzato, della grande emigrazione del dopoguerra verso le città industriali del nord[78]. La costruzione dello stabilimento si svolse pertanto sotto l’ombra del ricatto oggettivo della disoccupazione. Ecco la lucida percezione di questa violenza da parte di un operaio di Melfi:
“Noi abbiamo in Basilicata 600 mila anime viventi e 100 mila disoccupati, che sulla popolazione rappresentano oltre il 30%, con un tasso di scolarizzazione molto alto. Per la società lucana la Fiat ha rappresentato un treno che passa e che bisogna prendere. Certo, con questi tassi di disoccupazione i padroni fanno quello che vogliono, sembrava quasi una gara d’appalto al ribasso. La minaccia era la solita: o queste condizioni o facciamo lo stabilimento all’estero”[79].
Ma oltre al ricatto, continuato peraltro anche dopo l’assunzione, attraverso il meccanismo dei contratti di formazione-lavoro, la Fiat si era inoltre aggiudicata una serie di strumenti atti a perpetuare la propria posizione di vantaggio nelle contrattazioni. Ad esempio, la creazione di società ad hoc, come la Società Automobilistica a Tecnologia Avanzata a Melfi e la Fma a Pratola Serra, le permise di non riconoscere ai metalmeccanici della Fabbrica Integrata gli stessi diritti contrattuali dei loro colleghi. Questo comporta la scomparsa della tredicesima, in parte inglobata in un premio di competitività, una minore maggiorazione salariale per quanto riguarda il lavoro notturno, un inquadramento inferiore rispetto alla mansione svolta e, soprattutto, stipendi inferiori del 20%. L’accordo del 1993, infatti, prevede un diverso sistema di remunerazione ed un nuovo sistema di relazioni industriali, incentrate nel superamento della contrattazione tradizionale, a vantaggio, invece, dei meccanismi di partecipazione. L’esempio più emblematico è rappresentato dalle commissioni congiunte, composte da responsabili aziendali e dalle Rsu. Di commissioni ve ne sono 15:
“2 a livello aziendale, 5 a livello di stabilimento, e 8 a livello di Unità Operativa (vedi fig. 7) […]. Per ciascuna area di competenza le commissioni hanno sostanzialmente diritti di informazione (per le attività di monitoraggio), consultazione (per i membri delle commissioni) e, soprattutto, potere propositivo. In pratica, le commissioni non hanno nessun potere contrattuale…”[80].
Il tentativo è quello di “coinvolgere” il sindacato, “condividere” con esso le strategie e gli obbiettivi aziendali, “responsabilizzarlo” per poter affrontare assieme le difficoltà del mercato internazionale. Ritorna alla mente l’espressione di un documento interno della Fiat che cita l’”asservimento del fattore lavoro alle necessità critiche del sistema”. La concertazione si scopre così come “un elemento assolutamente indispensabile per il funzionamento di questo sistema”[81]. Nonostante si tratti evidentemente di un approccio
“che prevede una partecipazione subordinata e asimmetrica del sindacato”, il ministro Treu assicura che “il sistema di regolazione sociale progettato dalla direzione aziendale per i nuovi stabilimenti del Sud non ha un orientamento antisindacale”[82].
Vedremo in seguito, quale sia invece la percezione sui comportamenti antisindacali di chi alla catena ci lavora.
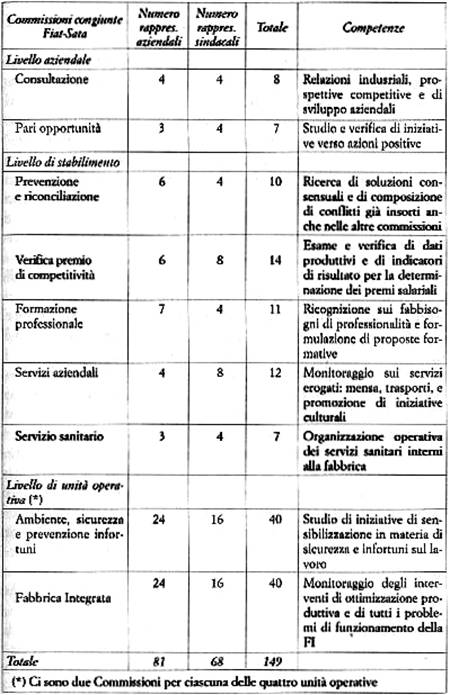
Fig. 7 – Commissioni congiunte alla Fiat-Sata di Melfi
Fonte: Elaborazioni su dati Fiat e da L. Pero, The Case of Fiat-Sata Melfi, Politecnico di Milano, 1998.
[Home] [english version] [What's a new] [interventi]